焦點位置對了, 切板快又好
焦點位置對了, 切板快又好
十年切割經驗工程師總結,焦點位置調對了切板快又好!
焦點位置是影響雷射切割品質以及加工能力的重要因素,任何板材在切割下料前,都必須先校正好雷射焦點與切割材料的距離。
不同的焦點位置往往會導致切割斷面細膩程度不同,底部殘渣不同,甚至無法切斷板材;切割材料不同,雷射焦點位置選擇也會不同,那麼該如何正確選擇呢?
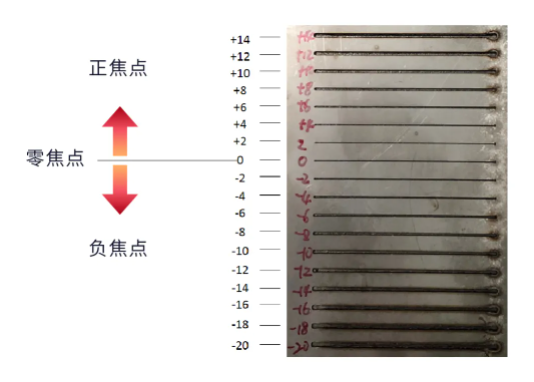
焦點位置定義:
焦點到切割工件上表面的距離,焦點位置在工件上面一般稱為正焦點,焦點位置在下面則為負焦點。
焦點位置意義:
改變焦點位置,即是改變板材表面及內部的光斑大小,焦距變大,光斑變粗,切縫變得越來越寬,進而影響加熱面積、切縫大小、殘渣程度。
正焦點切割
即是切割焦點在工件上面,將焦點定位在切割材質的上方。
對於碳鋼氧氣切割,適合採用正焦點,工件底部比上表面切幅更大有利於吹渣、有利於氧氣到達工件底部加速氧化反應。
一定焦點範圍內,正焦點越大,板材表面光斑尺寸越大,碳鋼切割斷面越光滑、越亮。
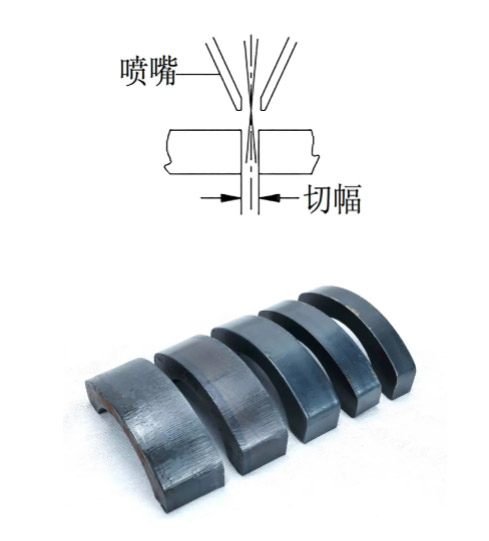
6000W雷射切割碳鋼效果
負焦點切割
即切割焦點在工件裡面,這種模式下由於焦點遠離切割表面,切幅相對比切割點在工件表面大,同時需要的切割氣體要大,溫度要足。
切割不鏽鋼時,適合採用負焦點,切割紋路均勻、斷面平滑。
切割前的板材穿孔,由於穿孔有一定高度,穿孔採用負焦點,可以確保穿孔位置光斑尺寸最小,能量密度最大,並且穿孔位置越深,負焦點越大。
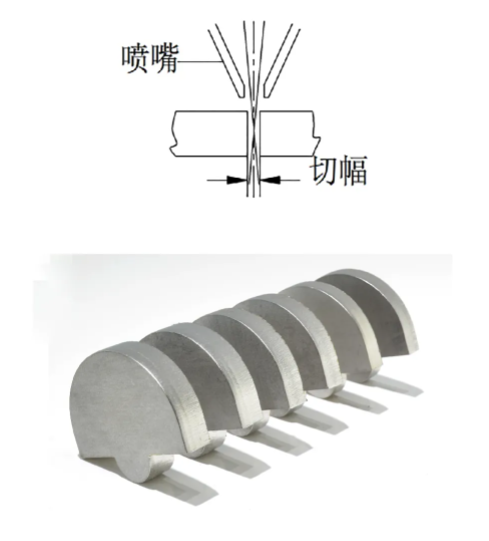
6000W切割不鏽鋼效果
零焦點切割
即切割焦點在工件表面,這種模式一般貼近焦點的切割面相對光滑,而遠離切割焦點的下表面則顯得粗糙。
這種情況主要用在連續式雷射切割薄板。
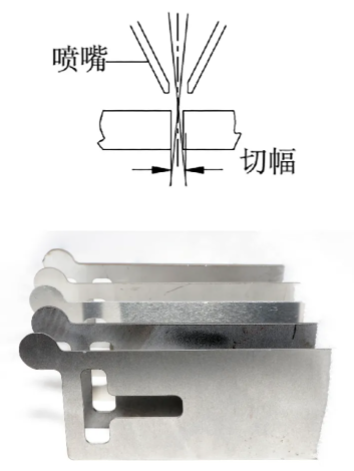
2000W切割碳鋼薄板效果
總結:
雷射切割加工不同的工件需要應對使用不同的焦點模式,客戶可以根據正負焦點在切割不銹鋼、碳鋼時的不同效果,結合自身加工需求,來選擇合適的焦點切割方式,才能夠發惠出雷射切割的性能優勢 !!!