利用DOE優化雷射切割玻璃工藝
利用DOE優化雷射切割玻璃工藝

利用DOE優化雷射切割玻璃工藝
雷射玻璃切割
介紹
傳統上玻璃切割都使用鋒利且堅硬的工具以機械加工方式完成,例如鑽石或硬質合金砂輪,沿著要切割的區域劃線到玻璃上。接下來,通常靠機械力折斷玻璃,此方式也導致裂痕(initial crack)在材料內部傳播擴散。
近年來,隨著雷射市場蓬勃發展,廠商可以合理的成本提供高功率雷射源,因此許多傳統的機械製程,正在向雷射加工前進,特別是在新的應用領域中,包括玻璃切割,因為雷射加工技術可以提高品質與產量。
雷射切割是一種非接觸式技術,可以減少機械加工技術的缺點。例如,機械切割會產生微裂紋,折斷會引起碎屑噴飛,切割邊緣需要額外的研磨和拋光程序才能使斷面光滑,相較雷射加工來說既耗時又增加製造成本。
另一方面,雷射切割可最大限度地減少微裂紋和小碎屑,不會在玻璃中產生應力,從而產生更高的邊緣強度,這優點在不斷要求強度的觸控面板領域尤為重要。而且,雷射切割的玻璃可承受力相較機械切割的玻璃大2~3倍。
利用雷射切割玻璃的特性,一些應用便可大幅增加,包括平面顯示器(FPD)、消費電子產品和汽車行業,這些行業需要非常薄的玻璃基板、複雜切割外形。
雷射玻璃切割技術
使用雷射加工玻璃有幾種不同的技術。
最早出現的方法是為二氧化碳雷射劃線折斷技術。在這種方法中,通常使用波長為10.6um的二氧化碳雷射沿玻璃表面加熱產生一條窄的裂紋,然後施加機械力將其折斷。 另一種較進步的方法是控制斷裂的技術,其材料吸收光能而形成熱應力,之後於表面施加機械力,從而在玻璃上發生斷裂。
兩者技術比較,劃線折斷技術方式使用的雷射功率通常比較低,因為其是依靠玻璃材料於溫度變化下進行。
另一個例子是雷射和液體的混合加工技術,方法是雷射沿著切割路徑掃描後,立即被液體冷卻導致熱衝擊,從而沿著切割線引起斷裂。
上述都是熱加工方法,因此,將雷射高斯光束聚焦到玻璃上很少能實現高品質的加工,因為光束聚焦在玻璃上可能會導致材料在焦點上液化,進而導致不需要的微裂紋。
為了克服微裂紋問題,可使用DOE光束整形器於一定的能量密度下產生均勻的能量強度,光束可以塑造成線條型形狀或者其他要求的幾何形狀來提高產量。
隨著高功率超快(USP)雷射的發展,人們發現超快雷射在玻璃切割中很有優勢,因為它們的高能脈衝會產生機械應力,而短脈衝減少了玻璃的熱累積,避免了熔化和微裂紋問題。
不僅二氧化碳雷射,NIR近紅外雷射也被發現在超快速脈衝方面非常有效。
但此方法有局限性,是其只對薄玻璃基板有較高的效率,對於較厚的玻璃基板則需要其他解決方案,例如振鏡系統或雷射頭多次掃描與Z軸移動。
雷射切割厚玻璃(>500um)特別具有挑戰,因為雷射能量需要聚焦到一個小的點,並均勻分佈於玻璃深度。
雷射絲
超快雷射通過精確的光學設計配置,可以產生自聚焦現象,在玻璃內部產生“雷射絲” (filamentation)。在玻璃內部創造「雷射絲」有很多方法,例如 DeepCleave 和繞射 Axicon,我們將重點討論這兩種解決方案,因為它們易於實現並且可以以簡單的方式添加到雷射系統中。這些解決方案是通用的,不需要特殊的雷射配置,可用於多種類型的透明材料。
繞射光束整形解決方案
Holo/Or 提供多種解決方案來幫助客戶的玻璃切割需求:
對於使用上述熱方法的方案,Holo/Or 有平頂繞射光束整形器,用於產生聚焦能量的均勻平頂光束,以實現精確加工。
其他使用USP雷射技術的客戶,可有以下兩種可用的解決方案:
DeepCleave™ 模組是最好的解決方案。這是一個完整的光學解決方案,可提供最佳性能。
Axicon 透鏡是玻璃切割的”元件級”解決方案,用於生成細長焦點的貝塞爾光束,Axcion 透鏡延長光束的焦深,能夠加工薄的透明材料。這些元件可靈活搭配不同的光束大小和單模或多模雷射一起使用,通常需要額外的聚焦光學元件。
本文將重點介紹 DeepCleave 和繞射透鏡模組,它們是超快雷射玻璃切割最常見的解決方案。
Holo/Or 為雷射玻璃切割應用提供的另一種解決方案是繞射多焦點 DOE。 這種獨特的 DOE 將光束在焦軸上分開,並在間隔內生成多個焦點。 當與我們的多焦點模塊一起使用時,通常可以達成最佳效果,該模組具有 0.45NA 和20mm 的通光孔徑。
DeepCleave 模組
DeepCleave 可將單模雷射光束聚焦到焦深距離(通常距離為1-2mm)光腰處約為 1.8um的窄點。非常適合厚玻璃的玻璃切割,例如平板。
DeepCleave模組是透明材料切割的完整光學解決方案。 無需額外的高 NA 物鏡或其他高成本光學器件。
DEEPCLEAVE 優勢:
◆ 從單脈衝切割的全深度玻璃。
◆ 單個模組中的完整解決方案。
◆ 極低的像差水準,光斑直徑<2um。
◆ 易於集成到現有的光機制中。
每個 DeepCleave 模組出廠時帶有完整的光學特性和單獨的測試報告。
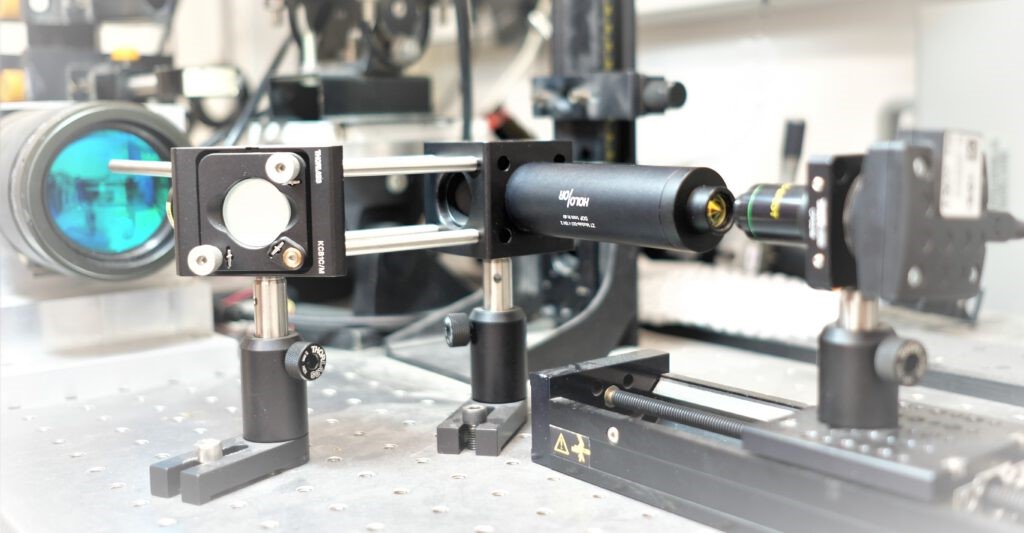 DeepCleave模組光學設置
DeepCleave模組光學設置
DeepCleave 模組
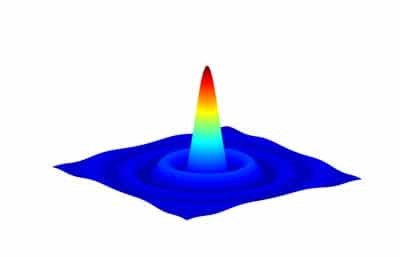
DeepCleave 強度分佈的實際測量
ZT-007-I 搭配移動相機+物鏡 於~X5放大倍率下量測
DEEPCLEAVE 模組相對於雷射玻璃切割應用其他解決方案的優勢
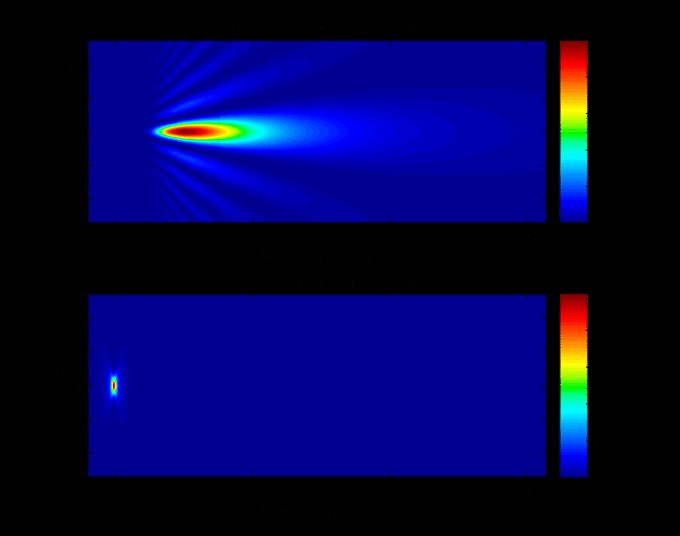
雖然其他解決方案(例如標準 Axcion 透鏡生成具有長焦距的貝塞爾光束)也適用於雷射玻璃切割應用,但 DeepCleave 是一種更卓越的解決方案,因為它其尖銳的光束轉換,在平頂形狀之外幾乎不浪費任何能量,這與標準貝塞爾光束解決方案不同。
DeepCleave 的這些特性可以轉化為以下主要工藝優勢:
1. DeepCleave 可在脈衝區域內產生最佳能量分佈,切割厚度可以增加,雷射功率可以減少。
2. 當雷射功率相同的情況下,DeepCleave 可以切割比標準貝塞爾光束厚約X2的玻璃。
下圖顯示了這些優勢,說明了當對兩者施加相同能量時,DeepCleave 與 Axicon 沿焦軸的強度:
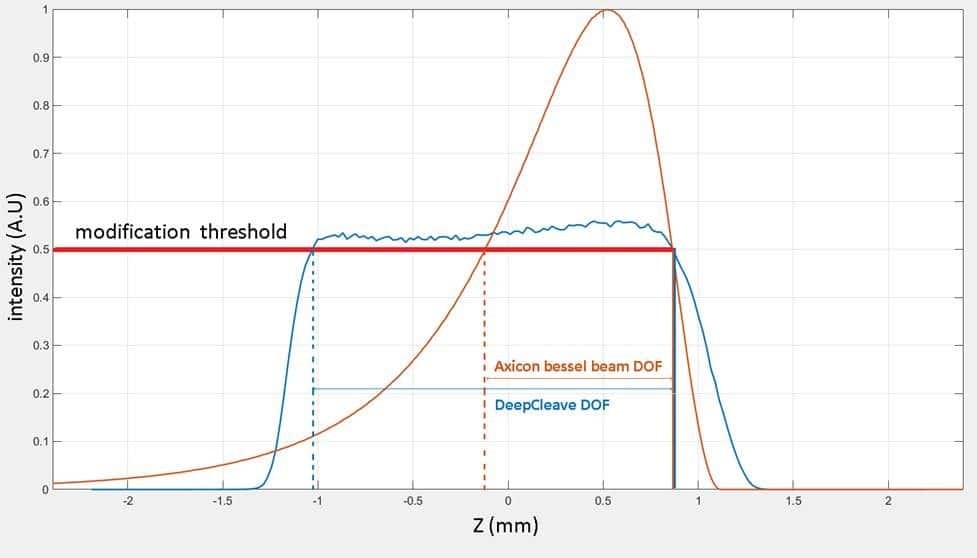
當對兩者施加相同的能量時,沿焦軸的深度切割與類似貝塞爾的光束強度水準。
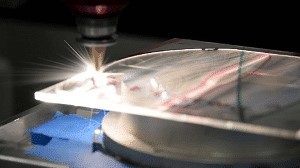
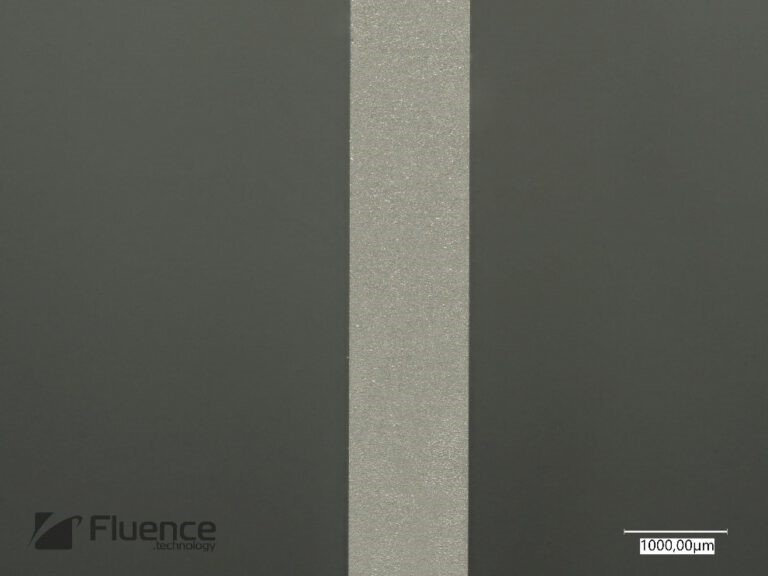
深切玻璃切割示例
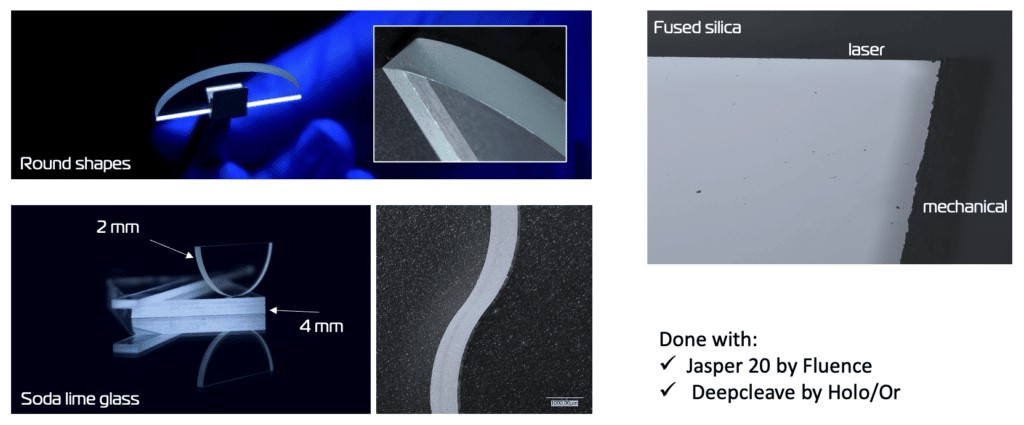
使用Jasper X0 fs通過Fluence技術完成切割
切割速度高得令人驚艷
◆ 0.75 米/秒,適用於 1.1 毫米的 BK7
◆ 0.2 m/s 用於 4mm 鈉鈣玻璃
如圖所示:
◆ 可以在任何方向上進行切割
◆ 適宜的切割方式
◆ 高品質邊緣斷面

繞射Axcion 用於細長聚焦的貝塞爾光束產生器
雷射玻璃切割的一個更基本的元件級解決方案,是雷射光入射 Axcion透鏡造成干涉產生長窄且緊密的貝塞爾光束, 總體來說是一個被更高干涉階數的圓包圍的細長焦深(DOF)。
為了實現貝塞爾光束細長聚焦功能,Holo/Or 提供繞射Axcion透鏡,又名 diffractive Elongated Focus(EF),是一種特定類型的窗型繞射光學元件(DOE),可以依照其中的微結構改變通過的光的相位。
繞射Axcion透鏡(EF)元件產生貝塞爾光束,然後可以使用外部透鏡對其進行聚焦。聚焦時,與高斯光束相比,貝塞爾光束具有更長的焦深,焦點處的能量密度相應降低。貝塞爾光束焦深由錐角決定,而中心光斑直徑與繞射極限尺寸相似。入射光束直徑、波長和EFL將影響焦深和光斑尺寸。
錐形貝塞爾光束
帶繞射Axcion的細長聚焦光束與高斯光束
繞射Axcion透鏡相對於普通Axcion的優勢
繞射 Axcion 很像一般 Axcion 透鏡,產生貝塞爾光束,但經過測量它是更優越解決方案。
◆ 絕對角度精度,繞射 Axicon 無角度公差。
◆ 整個元件有效區域具有相同的光學性能。
◆ 準確的相位可生成完美的貝塞爾光束。
◆ 角度可以根據需要縮小
◆ 無熱敏感性 - 性能在所有條件下都保持不變。
◆ 繞射 Axcion 是扁平、薄且重量輕的光學元件,與一般 Axcion 相比,構成更緊湊和優雅的解決方案,更易於整合。

◆ 繞射 Axcion 與普通 Axcion
資料來源: