切割紋、掛渣、毛邊等問題迎刃而解
切割紋、掛渣、毛邊等問題迎刃而解
日期:2022/03/03
條紋、掛渣、毛刺等切割問題迎刃而解,關鍵掌握這些竅門
俗話說工欲善其事,必先利其器。有了好工具,還要配上好手藝才能事半功倍做出好產品。
隨著雷射技術發展成熟,雷射切割所顯現的效果也被越來越多的客戶所認可,但部分剛接觸雷射切割設備的操作人員,對切割工藝尚在熟悉階段,初期總會有些切割不良的問題。
為此,宏銘激光經過長期測試鑽研,總結出了一些切割不良的解決辦法,提供給所有板金客戶參考。
發現切割效果不良,應首先排除以下原因:
1. 雷射切割頭內部所有鏡片沒有汙染
2. 水箱溫度正常,雷射源無結露現象
3. 切割氣體,氣路流暢無洩漏,純度優
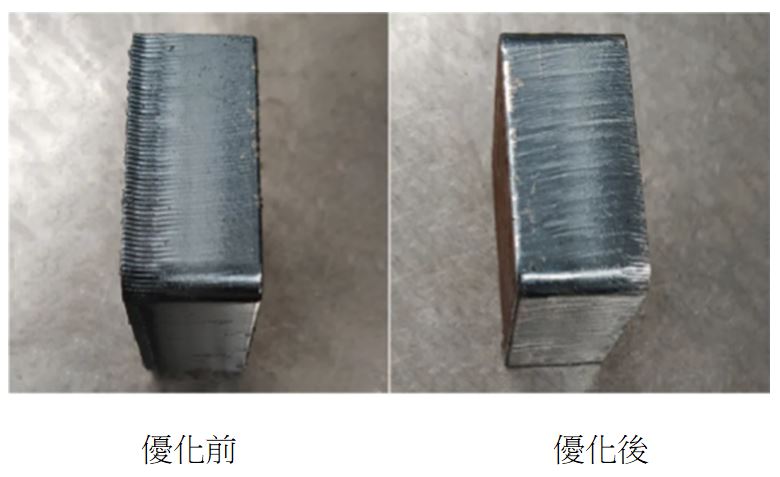
問題一、斷面有切割紋
可能原因
1. 噴嘴選用不當,噴嘴過大
2. 氣體壓力不當,壓力過大導致過燒有切割紋
3. 切割速度不當,切割速度過慢或過快也會導致過燒
解決辦法
1. 更換噴嘴,更換直徑小的噴嘴,例如16mm碳鋼亮面切割,可選擇噴嘴D1.4;20mm碳鋼可選擇D1.6
2. 減小氣體壓力,提高斷面切割品質
3. 調整切割速度,功率與切割速度匹配,才能達到如下圖效果
問題二、底部有殘渣
可能原因
1. 噴嘴選用過小,切割焦點不匹配
2. 氣體壓力過小或過大,切割速度過快
3. 板材材質差,品質不好,小噴嘴很難去除殘渣
解決辦法
1. 更換大口徑噴嘴,調整正焦焦點到適合位置
2. 增加或減小氣體壓力,直到適合流量大小
3. 選用好的板材
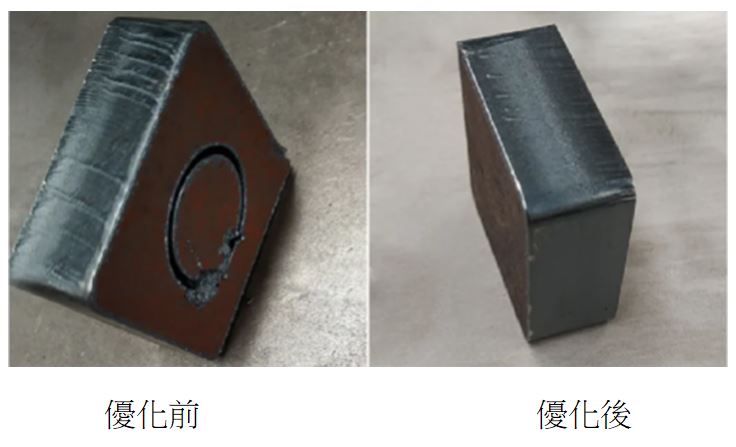
問題三、底部有毛邊
可能原因
1. 噴嘴口徑偏小,無法滿足加工要求
2. 負離焦不匹配,應該加大負離焦,調至適當位置
3. 氣體壓力偏小導致底部有毛邊,無法充分切割
解決辦法
1. 選用口徑較大的噴嘴,可以增加氣體流量
2. 增加負離焦,使切割斷面到達底部位置
3. 增大氣壓可以減少底部毛邊
