分析影響雷射焊接品質的主要因素有哪些
分析影響雷射焊接品質的主要因素有哪些
影響雷射焊接品質的主要因素
1. 焊接設備
雷射焊接設備通常由雷射器、導光和聚焦系統組成。
1.1 雷射器
用於焊接的雷射器主要有脈衝式雷射器和連續式雷射器。最重要的性能是輸出功率和光束品質。焊接對雷射器的品質要求最主要的是光束模式和輸出功率的穩定性。
1.1.1 光束模式
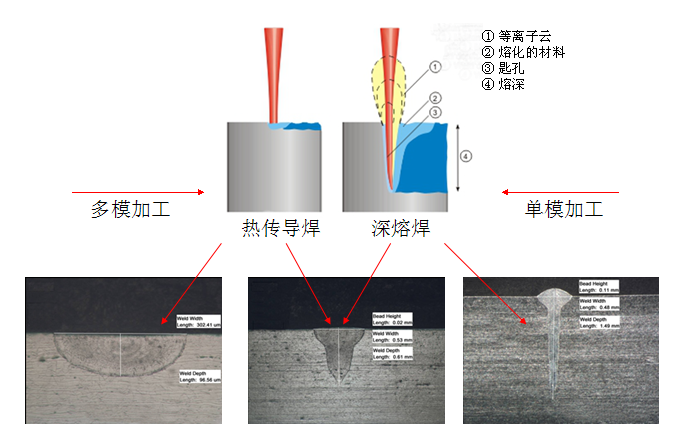
光束模式階數越低,光束的聚焦性能越好(即光束品質越好),光斑越小,相同鐳射功率下鐳射功率密度越高,焊接深寬比越大。
1.1.2 輸出功率穩定性
雷射器的輸出功率穩定性越好,焊接一致性就越好。
1.2 導光和聚焦系統
導光和聚焦系統主要由光纖、準直(擴束)鏡、反射鏡和聚焦鏡組成,實現傳輸光束和聚焦的功能。這些光學零件,在大功率雷射作用下,性能可能會劣化使透過率下降,產生熱透鏡效應(透鏡受熱膨脹焦距發生變化)。如有表面污染,則會增加傳輸損耗甚至可能導致光學零件的損壞。所以光學零件的品質,維護和工作狀態監測對保證焊接品質至關重要。
2. 工件狀態
2.1 焊接工件的加工精度、裝配精度以及清潔程度因為鐳射光斑小,焊縫窄,一般不加填充金屬,如裝配不嚴間隙過大,光束會穿過間隙不能熔化母材,或者引起明顯的咬邊、凹陷。
所以一般板材對接裝配間隙和光斑對縫偏差均不應大於0.1mm,錯邊不應大於0.2mm。當然對焊接品質要求更高的工件,其焊接工件的加工精度及裝配精度也更高,尤其是焊接前的人工裝配,要保證焊接位置的高低差、裝配間隙和加工件的清潔程度。
2.2 焊接工件的材料均勻性
材料的均勻性是指物質的一種或幾種特性具有同組分或相同結構的狀態。材料的均勻性直接影響到材料的有效使用。影響材料均勻性的因素有合金成分的分佈、材料厚度等。合金元素的種類和含量本身就對焊接品質存在影響,其分佈的均勻性直接影響到焊縫的一致性。例如鋁合金材料焊接時,合金元素的分佈不均勻,或者內部存在雜質的含量不同,容易出現焊接缺陷:炸孔、咬邊及凹陷。
3. 焊接工裝夾具
在雷射焊接過程中,焊接工裝夾具主要是將焊接工件準確定位和可靠夾緊,便於焊接工件進行裝配和焊接,保證焊接結構精度,有效的防止和減輕焊接熱變形。
4. 焊接技術參數
影響焊接品質的焊接技術參數主要有雷射輸出功率、焊接速度、雷射波形、脈衝寬度、離焦量和保護氣體。
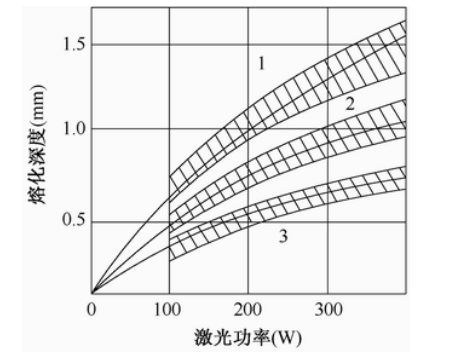
4.1 雷射輸出功率、焊接速度對熔深的影響
圖3中,1、2、3分別為1mm、3mm、10mm/s的焊接速度時熔化深度曲線,可以看出在一定的雷射功率下,提高焊接速度,則熱輸入下降,焊接熔深減小。
對於不同的雷射功率密度,要達到要求的熔化深度需選擇不同的焊接速度。
4.2 離焦量
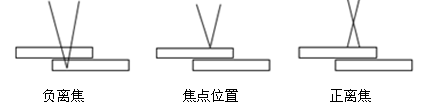
雷射焊接時通常需要一定的離焦量,因為雷射焦點處光斑中心的功率密度過高,容易蒸發成孔。離開雷射焦點的各平面上,功率密度分佈相對均勻。離焦方式有兩種:正離焦和負離焦。焦平面位於工件上方為正離焦,反之為負離焦。焊接薄材料時宜採用正離焦,需要較大熔深時宜採用負離焦。
在一定的雷射功率和焊接速度下,當焦點處於最佳焊接位置範圍內時,可以獲得最大熔深和好的焊縫形狀。
4.3 保護氣體
保護氣體的種類、氣體流量及吹氣方式也是影響焊接品質的重要焊接技術參數之一。
4.3.1 常用的保護氣體有氮氣N2、氬氣Ar、氦氣He以及氬氣和氦氣的混合氣體。通常情況下,焊接碳鋼時宜採用Ar,不銹鋼宜採用N2,鈦合金宜採用He,鋁合金宜採用Ar和He的混合氣體。
4.3.2 氣體流量的大小需根據實際焊接情況而定。在採用大功率連續雷射器焊接時,通常採用的氣流量較脈衝雷射器焊接時的氣流量大。
4.3.3 吹氣方式分為側吹和同軸吹兩種。小功率焊接時可採用同軸吹氣,大功率連續焊接時建議採用側吹方式。
4.3.4 保護氣體的作用
4.3.4.1 在鐳射焊接過程中,容易產生等離子體。等離子體對鐳射有吸收、折射和反射的作用。通常可採用保護氣體驅除或削弱。
4.3.4.2 提高焊縫的冷卻速度。
4.3.4.3 降低焊縫表面氧化程度。
4.3.4.4 改善焊縫表面形貌。
結論
綜合以上的分析,要在高速連續的雷射焊接過程中,並在合適的範圍內,保證焊接品質,如焊縫成形的可靠性和穩定性,確保焊接品質,一方面需採用光束品質和雷射輸出功率穩定性好的雷射器和採用高品質、高穩定性的光學元件組成其導光聚焦系統,並經常維護,防止污染,保持清潔,並適當對工件進行預處理;另一方面要確保工件的加工精度和組裝精度,並且針對不同的加工材料分別設定不同的鐳射加工參數,選擇合適的雷射功率、焊接速度、雷射波形、焦距和保護氣體,根據不同焊接效果優化加工參數,提高雷射焊接品質的可靠性和穩定性。